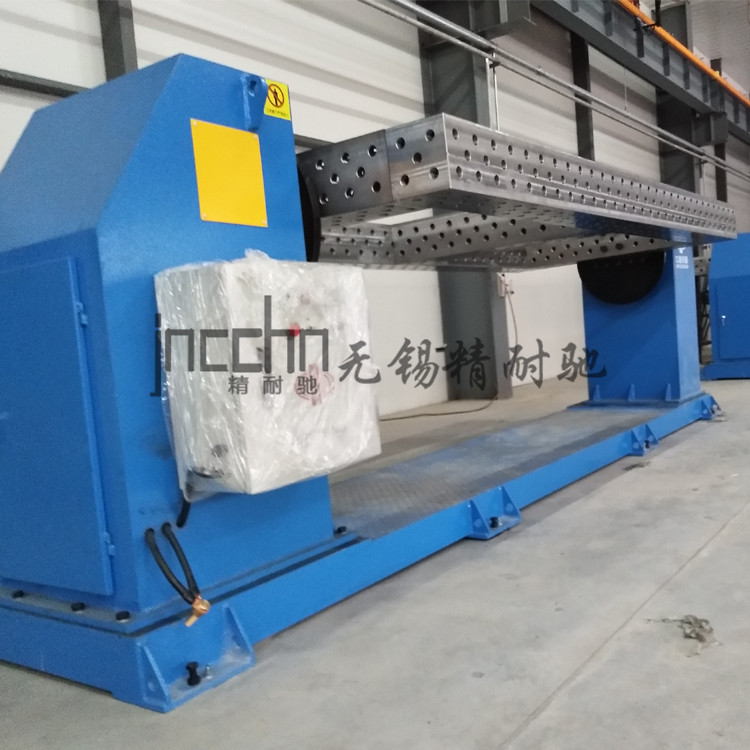
装焊平台铸钢或铸铁的变形小且比较经济
2020年01月13日
新闻详情
对于作为夹具体的装焊平台,建议采用铸钢或铸铁结构,因为这种铸造结构受力后直至破坏前,变形甚小,而且比较经济。
对于焊接机器零件(焊接齿轮、焊接轴类等传动机器零件;焊接箱体、焊接床身、焊接机座等机器承重结构)的制造精度,要比前述焊接构件的制造精度高。但是,这种结构的焊后尺寸,不都是使用尺寸,其上的配合面、配合孔、配合槽等安装其他零部件的部位,要通过机械加工得到尺寸。所以这种结构装焊时,一方面要控制整体变形,一方面要给各加工部位留有加工余量。焊接工装夹具在此所起的作用,一是将整体变形尽量限制在弹性恢复的范围内。若夹具夹紧可靠,夹具体刚度足够,则弹性恢复所形成的残余变形相对很小,可限定在工程允许的范围以内;二是控制加工余量不要留得太多,以免造成材料、加工工时、能源等的浪费。加工余量的大小,与结构形状、焊缝布置、坡口形式、焊缝长度焊接热输人、焊接方法、焊接次序、是否采用反变形等影响焊接变形的各因素有关。另外,也与是否使用工装夹具以及它的制造安装精度有关。在此诸多因素中,就焊接工装夹具的精度要求而言,由于夹具的使用对象是焊接机器零件,焊前各坯件结合处,一般都进行过机械加工,不仅尺寸较规矩,偏差较小,而且加工处的表面粗糙度也比热切割的要小。因此,夹具在保证夹紧力和夹具体刚度的前提下,控制好定位器的制造精度和安装精度就特别重要。这也是此类结构要求的夹具精度高于金属构件夹具精度的原因。