板材夹紧力计算3
2019年08月23日
新闻详情
【例2-3】 δ=8mm钢板在自由状态下对接焊时,测得角变形tanα=0.008,现拟在琴键式夹具中进行对接焊,夹紧点距坡口中心的距离L=50mm,每单位坡口长度施加的夹紧力Fds=50.1N/mm,验证能否出现间隙Δ。
解:根据式(2-12)
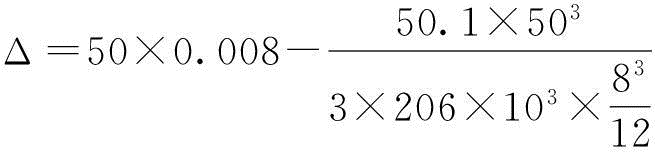 =0.4-0.24=0.16(mm)
=0.4-0.24=0.16(mm)
根据计算,在夹紧点处可出现0.16mm的间隙,这样小的间隙,反应到两边的坡口上,仍可认为板材是紧贴在工艺垫板上的,同时该间隙的存在还可避免裂纹的产生,因此在工程上是允许的。
根据式(2-12),也可计算出Δ=0时所需坡口每边单位长度施加的夹紧力
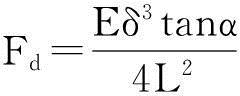
(2-13)
但应用式(2-13)时,应保证Fd<Fds,即焊缝中产生的σ<σs。在例2-3中如按照式(2-13)可计算出Δ=0时

超过了材料的屈服,在焊接过程中会因为夹紧力过大导致出现裂纹。
前已述及,板材在自由状态下对接时,其角变形存在一个临界值αc,超过此值,即使在夹紧状态下施焊,仍会有角变形产生。此角变形的临界值,可从式(2-11)和式(2-12)并以Δ=0为条件推出其计算式,即
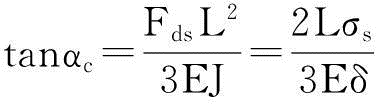
例如,厚δ=2mm的板材在琴键式夹具中对接,σs=235MPa,E=206000MPa,施力点距坡口中心的距离为40mm,则其临界角变形为

实测角变形tanα=0.01,小于临界角变形,所以应根据式(2-13)将tanα值代入,求出琴键式夹具坡口每边单位长度所需的夹紧力。
在板材对接时,若夹头与板材、板材与夹具体垫板之间的摩擦力不足以克服板材热胀冷缩所形成的变形力时,则在焊接加热与冷却过程中,坡口间隙会发生张开至合拢的变化。坡口间隙的变化,将影响焊接质量,应予避免,但不应采取增加夹紧机构拘束力的办法来解决。通常是在焊缝始末端用工艺连接板焊牢或沿坡口长度进行定位焊的方法来解决。