焊接变位机的结构形式
焊接变位机是一种可将焊件回转,并又可作翻转的变位机械,以使焊件上的焊缝始终处于容易焊接的位置。合理使用焊接变位机可提高焊接效率,改善焊接质量并减轻焊工的劳动强度。同时也是实现焊接工艺过程机械化和自动化不可缺少的重要工艺装备之一。与焊接操作机联合使用,可以解决形状复杂焊件的自动焊接问题。目前,焊接变位机已广泛用于工程机械、重型机械、车辆、锅炉、压力容器和管道等制造行业。
1.焊接变位机的结构形式
焊接变位机的结构形式可分为伸臂式、座式、双座式和L形双回转式4中。
(1)伸臂式焊接变位机。伸臂式焊接变位机的结构外形由回转工作台、伸臂、倾斜轴、转轴和底座等主要部件组成。回转工作台由电动机驱动作恒速旋转,并安装在伸臂的端部。伸臂连同回转工作台通过倾斜轴可作角度的倾斜,而转轴又可使工作台围绕伸臂的纵轴旋转。这种变位机的特点是变位的范围大,操作灵活,工艺适应性强。缺点是结构稳定性差、承载能力小,一般在600kg以下,适用于小型焊件的翻转和变位,多用于焊条电弧焊和融化极气体保护焊。
伸臂式焊接变位机若采用液压驱动,承载能力可提高到10T左右。
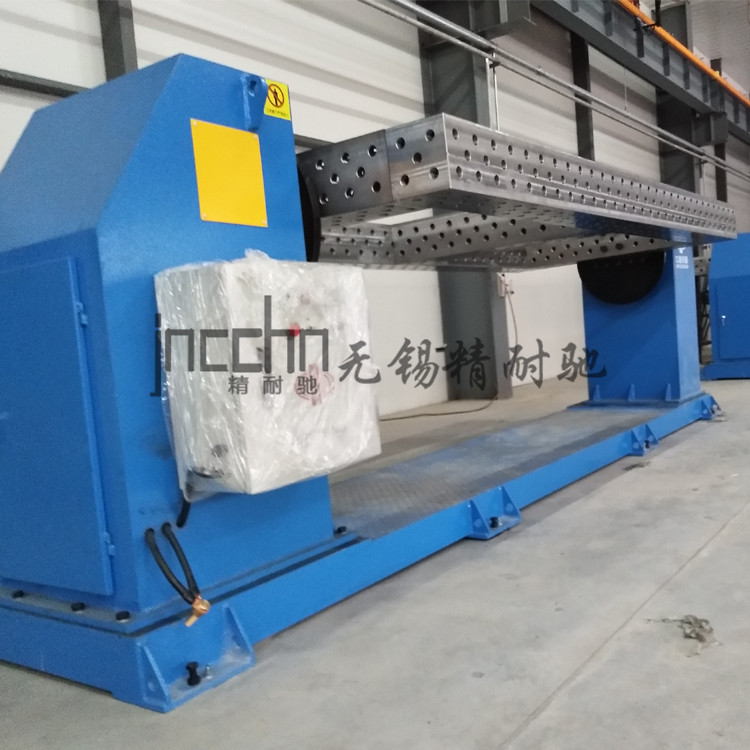
(2)座式焊接变位机。座式变位机是应用普遍的变位机结构形式。主要由回转工作台、倾斜机构、电动机驱动系统和机座等组成。焊件安放在工作台上,并由相配的夹具压紧,保证回转工作台倾斜时焊件不产生松动。回转工作台可采用直流或交流电动机驱动,通过调速控制系统可在较宽的范围内进行无级调速,以满足各种焊接工艺的需要。回转工作台的翻转或倾斜是通过扇形齿轮,由电动机带动或直接由液压缸顶升或回抽,倾斜角度一般在110°-135°范围内,并以恒定的速度倾斜。焊件可在任意角度倾斜自锁。
这种焊接变位机的特点结构紧凑,稳定性好,承载能力大(可达400t),移动方便,操作灵活。
为进一步扩大座式焊接变位机的工作范围和适用性,可将其设计成提升式。提升机构可以采用电动机驱动立柱导轨和夹紧滚轮,并可采用丝杆导轨的结构形式。
为提高焊接变位机操作的平稳性和性,座式焊接变位机的提升和倾斜机构,可以采用液压驱动,其结构加紧凑。
座式焊接变位机的缺点是对焊件长度有的限制。重心距不能超过规定的范围,当采用焊接变位机焊接长度较大的焊件时,一种简单的解决方案时从动滚轮架组合使用。